Chemical Solutions: Chemical Processing
Valve Actuation

Controllers

Filters

Filter Housings

Gauges

Lined Steel Pipe

Pipe

Pumps

PumpMan

RO Membranes
Stainless Steel Pipe

Structural FRP

Tanks

Tubing
Valves

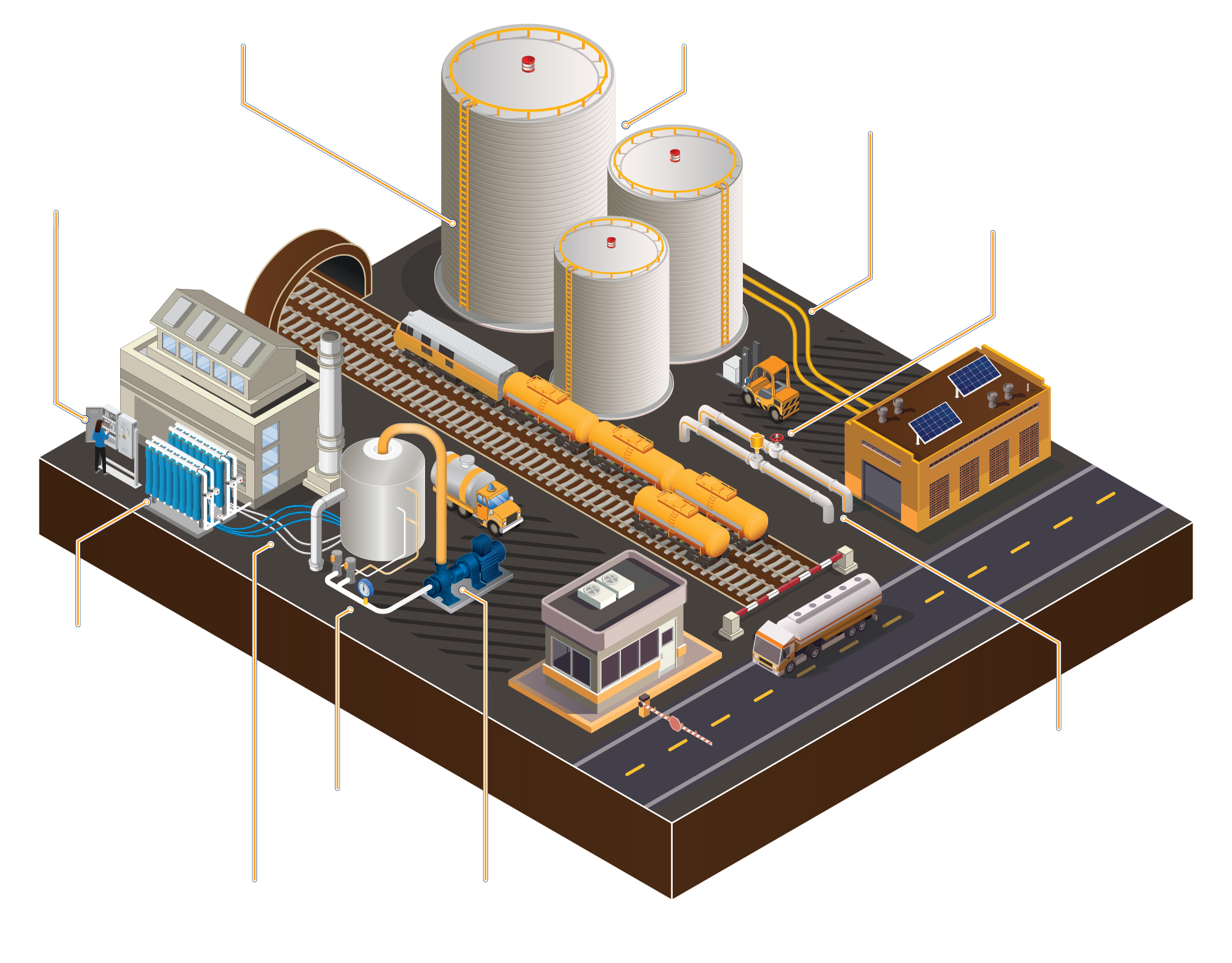
Comprehensive Solutions for Chemical Facilities
Harrington Process Solutions helps chemical manufacturers improve process efficiency, product quality, and operational reliability with solutions designed for demanding chemical processing environments. From corrosion-resistant piping systems, valves, fittings, pumps, filtration, instrumentation, and containment solutions, Harrington supports critical applications including chemical transfer, mixing, reactions, storage, and wastewater treatment. These solutions help improve reliability, reduce maintenance, and optimize facility performance.
Beyond product supply, Harrington provides technical expertise, automation support, custom valve actuation, inventory management programs, and value-added services. Through strong supplier partnerships and extensive inventory, Harrington helps chemical processing facilities reduce downtime, streamline projects, and maintain consistent production. Whether supporting facility expansions, process upgrades, compliance initiatives, or production optimization, Harrington delivers solutions that improve safety, efficiency, and uptime.

Controllers
Controllers are critical in chemical processing facilities for automating processes that maintain product quality, process consistency, and operational efficiency. These devices monitor parameters such as temperature, pressure, flow, level, pH, and chemical concentration, then adjust equipment and process conditions accordingly. Controllers help manage chemical transfer, batching, mixing, reaction processes, filtration, storage, and fluid handling by regulating pumps, controlling valves, and maintaining precise operating conditions. Automation reduces manual intervention, improves repeatability, and optimizes production performance.
Modern controllers integrate with SCADA, PLC, and process automation systems to provide centralized monitoring and control throughout the facility. This connectivity gives operators real-time visibility into process conditions, alarms, performance data, and critical operating information. Advanced controllers support process optimization, energy management, safety systems, and quality control requirements. In chemical processing environments, controllers provide the intelligence needed to ensure precision, reliability, safety, and consistent production performance across the entire operation.
- Instrumentation and Gauges

Tanks
Tanks are fundamental components in chemical processing facilities, serving as storage, mixing, reaction, containment, and processing vessels throughout production operations. Raw materials, intermediates, chemicals, solvents, and finished products are stored and processed in tanks designed to withstand demanding conditions while maintaining precise temperature, pressure, and material compatibility requirements. These controlled environments support critical stages such as blending, chemical reactions, separation, storage, and transfer while protecting product quality and ensuring consistent production.
Beyond storage, specialized tanks support batching, mixing, chemical dosing, neutralization, filtration, and process conditioning. Reaction vessels provide controlled environments for chemical transformations, while storage and containment tanks help safely manage corrosive, hazardous, and temperature-sensitive materials. By maintaining control over process conditions, material compatibility, and containment requirements, tanks help chemical processing facilities improve safety, reliability, efficiency, and overall production performance.
- Tanks and Containment
Structural FRP (Fiberglass-Reinforced Plastic)
Structural FRP systems play a critical role in chemical processing facilities by providing safe, durable access and support infrastructure throughout demanding production environments. FRP grating, platforms, stairs, ladders, and handrail systems are used around storage tanks, reactors, processing equipment, containment areas, and utility systems, allowing operators to safely inspect, maintain, and service critical assets. Their exceptional corrosion resistance and non-slip properties make FRP ideal for environments exposed to aggressive chemicals, corrosive vapors, moisture, and harsh operating conditions common in chemical manufacturing.
Beyond access and safety, structural FRP systems help extend facility life and reduce maintenance requirements. Unlike steel or aluminum, FRP does not corrode, rust, or require frequent protective coatings, helping minimize downtime and lifecycle costs. Lightweight yet structurally strong, FRP components simplify installation, modifications, and facility upgrades while improving worker safety. By providing durable, non-conductive, slip-resistant access solutions, structural FRP systems help chemical processing facilities protect personnel, support reliable operations, and maintain performance in challenging industrial environments.
- Fiberglass Stair, Handrails, Grating and Structural Components

Pumps
Pumps play a critical role in chemical processing facilities by moving raw materials, process fluids, chemicals, solvents, and finished products throughout production environments. They transfer liquids between storage tanks, reactors, blending systems, filtration units, and distribution points while maintaining precise flow rates and pressures required for safe and efficient operations. Reliable pump performance helps maintain process consistency, improve efficiency, and minimize costly production interruptions.
Beyond fluid transfer, pumps support chemical dosing, circulation, mixing, cooling, filtration, wastewater handling, and specialty process applications. Facilities utilize centrifugal, positive displacement, diaphragm, and magnetic drive pumps selected based on chemical compatibility, viscosity, temperature, and operating requirements. Modern control systems allow operators to adjust pump speed and output for improved energy efficiency and process control. By supporting critical chemical handling and production processes, pumps help facilities maintain safe, reliable, and efficient operations.
- Pumps

PumpMan
PumpMan, a Harrington Company, provides pump system expertise along with on-site and off-site repair, replacement, and maintenance for pumps, motors, controls, valves, and water wells used across municipal, industrial, and commercial sectors in North America. With strong technical knowledge and a commitment to dependable service, PumpMan helps facilities keep essential operations running with reliable performance and reduced downtime.
PumpMan technicians support full system life cycles through troubleshooting, planned maintenance, and equipment upgrades that improve efficiency and extend asset life. Services include precision alignment, vibration and noise checks, motor and control panel inspections, and flow and pressure verification to maintain optimal operation. Select locations also offer wastewater sump pumping and debris removal to prevent clogs and improve system reliability, making PumpMan a trusted partner for critical infrastructure.
- Pump Service, Repair and Replacement

Piping Systems (PVC, CPVC, PVDF, FRP, Stainless Steel, Carbon Steel, and Lined Steel)
Piping systems are essential in chemical processing facilities, providing reliable pathways for transporting raw materials, process fluids, chemicals, utilities, and finished products throughout the plant. These systems connect critical equipment such as storage tanks, reactors, mixing vessels, filtration units, heat exchangers, and distribution systems while maintaining precise flow, pressure, temperature, and containment requirements. Properly designed piping systems help protect product integrity, improve process efficiency, and support safe handling of demanding chemical applications.
Chemical processing facilities rely on a variety of piping materials, including PVC, CPVC, PVDF, FRP, stainless steel, carbon steel, lined steel, and other corrosion-resistant materials selected based on application requirements. These piping systems are designed to withstand aggressive chemicals, temperature variations, pressure conditions, and continuous operation while reducing maintenance needs. Beyond chemical transfer, piping networks support critical utilities such as process water, compressed air, steam, cooling systems, and wastewater handling. By providing durable, reliable, and efficient fluid management, piping systems help chemical manufacturers improve safety, operational reliability, and production performance.
- Stainless Steel (304 & 316/316L)
- High-Purity Stainless Steel
- Sanitary Tubing Systems
- PVC
- CPVC
- PVDF
- Polypropylene (PP)
- PTFE-Lined Piping
- Flexible Tubing (Silicone, TPE, PVC)
- Carbon Steel
- Copper
- FRP (Fiberglass Reinforced Plastic)

Filters
Filters play a critical role in chemical processing facilities by removing particulates, contaminants, and unwanted compounds that can impact product quality, equipment performance, and process efficiency. Filtration systems are used throughout production to protect pumps, valves, piping systems, instrumentation, and other critical equipment from solids and process debris while maintaining consistent operating conditions. Depending on the application, facilities utilize cartridge filters, bag filters, membrane systems, depth filters, and other separation technologies to achieve precise filtration and maintain reliable process performance.
Beyond particle removal, specialized filtration systems support chemical purification, solvent recovery, catalyst protection, wastewater treatment, and high-purity process applications. Activated carbon and specialty filtration technologies help remove dissolved contaminants, organic compounds, and impurities from process streams. Regular filter maintenance, including replacement and system cleaning, helps prevent fouling, maintain flow efficiency, and extend equipment life. By improving fluid quality, protecting critical assets, and supporting consistent production, filtration systems are essential to safe, efficient, and reliable chemical processing operations.
- Filtration Media
- Filter Membranes, Cartridges and Bags

Filter Housings
Filter housings play an important role in chemical processing facilities by containing and protecting filtration media, cartridges, and separation elements used to remove particulates, contaminants, and impurities from process fluids. They provide a controlled environment where chemicals, solvents, and other process streams flow through filtration elements at the required rate, ensuring consistent filtration performance while protecting downstream pumps, valves, piping systems, instrumentation, and equipment. Durable materials such as stainless steel, PVC, PVDF, FRP, and other corrosion-resistant materials allow filter housings to withstand aggressive chemicals, pressure variations, and demanding operating conditions.
In addition to standard filtration, filter housings support applications including chemical purification, solvent recovery, catalyst protection, wastewater treatment, and high-purity process systems. Their modular designs allow operators to quickly replace filter elements, reduce downtime, and maintain consistent process performance. Multi-round housings provide increased capacity for high-flow applications, while specialized configurations support precise filtration requirements. By protecting filtration components and maintaining reliable fluid quality, filter housings help chemical processing facilities improve efficiency, equipment reliability, and safe production operations.
- Housing & Strainers

RO Membranes
RO membranes are advanced separation technologies used in chemical processing facilities to remove dissolved contaminants, impurities, and unwanted compounds from process fluids. Constructed from thin-film composite materials, these semipermeable membranes allow specific molecules to pass while reducing dissolved salts, organic compounds, and other contaminants. Their precision filtration capabilities support applications requiring high-purity water, process fluid treatment, and contamination control.
In chemical facilities, RO membranes operate in pressurized systems where process streams flow across the membrane surface. Purified permeate is collected for manufacturing processes, while concentrated contaminants are separated for further treatment or disposal. RO systems support high-purity water production, chemical recovery, wastewater reuse, and specialty processing applications. Their efficiency, reliability, and ability to reduce chemical usage help facilities maintain quality standards, improve performance, and support sustainable operations.
- Media Filters

Gauges
Gauges in chemical processing facilities are essential for monitoring and controlling critical operating parameters throughout production systems. They provide real-time measurements of pressure, flow, temperature, and level within piping, tanks, reactors, pumps, filtration systems, and other process equipment. Pressure gauges help operators ensure systems operate within safe limits, while flow and level gauges support accurate material transfer, process control, and reliable operation.
Beyond operational monitoring, gauges play a key role in safety, troubleshooting, and preventive maintenance. Changes in readings can identify issues such as blocked lines, equipment wear, pressure fluctuations, leaks, or process inconsistencies before they impact production. By providing accurate feedback, gauges allow operators to make timely adjustments, reduce downtime, and improve reliability. Integrated with automated control systems, gauges support remote monitoring, alarms, and process optimization to help maintain safe, efficient, and compliant chemical processing operations.
- Instrumentation and Gauges

Automated Valves / Valve Actuation
Valve actuation is critical in chemical processing facilities, providing automated control of fluid flow, pressure, and process isolation throughout production systems. Automated valve assemblies support chemical transfer, batching, mixing, reaction processes, filtration, and equipment protection with precise control that improves safety, efficiency, and product quality. Integrated with PLC, DCS, or SCADA systems, automated valves enable remote operation, reduce manual intervention, and enhance process reliability.
Harrington provides comprehensive valve actuation services, including custom mounting, engineered fabrication, and conversion of manual valves into automated solutions. The Valve Actuation Group combines automation expertise with in-house machining, welding, and testing capabilities to create assemblies tailored to specific applications. Supporting a wide range of valve types and brands, Harrington delivers automated valve packages designed for corrosive chemicals, demanding pressures, and continuous-duty environments, helping chemical facilities improve control, safety, and operational performance.
- Media Filters

Valves
Valves are essential components in chemical processing facilities, controlling the flow, pressure, and direction of raw materials, chemicals, and process fluids throughout production systems. They allow operators to regulate flow, isolate piping sections, and support maintenance without disrupting operations. Common types include gate, ball, butterfly, diaphragm, and check valves, selected for applications such as chemical transfer, batching, mixing, filtration, and fluid handling.
Valves also improve safety and efficiency by preventing backflow, overpressure, leaks, and process contamination. Automated valves with electric or pneumatic actuators provide precise control and integrate with monitoring systems for real-time operation. Properly selected and maintained valves help protect equipment, improve reliability, and support safe, efficient chemical processing operations.
- Manual Valves, Actuated Valves

Plastic Tubing Solutions
Tubing products play a critical role in chemical processing facilities by providing reliable pathways for transferring chemicals, process fluids, utilities, and specialty materials throughout the plant. Tubing systems support applications such as chemical transfer, instrumentation, sampling, process control, filtration, and high-purity fluid handling. Materials such as stainless steel, PTFE, PVDF, silicone, and other high-performance options provide corrosion resistance, durability, temperature stability, and chemical compatibility.
Specialized tubing solutions support applications requiring contamination control, pressure performance, and reliable fluid handling. Designed to withstand aggressive chemicals, temperature variations, and continuous operation, tubing systems help maintain consistent process performance. By connecting critical equipment, tubing products help chemical facilities improve efficiency, reduce maintenance, protect assets, and support safe, reliable production with long-term operational value.
- High-Purity Stainless Steel Tubing
- PTFE Tubing
- PVDF Tubing
- Silicone Tubing
- Polypropylene (PP) Tubing
- PVC & CPVC Tubing
- Thermoplastic Elastomer (TPE) Tubing
Need answers from a trusted source?
Call our toll-free number at 1-800-213-4528 and you will be connected to a live person – not a recording.
You may also use the contact form below for any questions regarding our products and services.